
Migración a Control Logix 5000 en una planta concentradora de cobre y molibdeno
Una importante planta concentradora de cobre y molibdeno en Chile operó con una arquitectura de control basada en PLC-3 y PLC-5 de Allen-Bradley.

Contexto: cuando la automatización industrial se vuelve un riesgo operativo
Durante años, una importante planta concentradora de cobre y molibdeno en Chile operó con una arquitectura de control basada en PLC-3 y PLC-5 de Allen-Bradley. Eran equipos robustos, probados y conocidos por los operadores. El problema: también eran tecnologías obsoletas, sin soporte de fabricante y con un mercado de repuestos cada vez más escaso y costoso.
Lo relevante es el escenario: una planta estratégica para la producción de concentrado, con alta criticidad operacional y un sistema de control apoyado en equipos al límite de su vida útil.
En este contexto, la decisión de migrar a la plataforma ControlLogix 5000 no fue un “upgrade de correción”, sino una medida directa de gestión de riesgo, disponibilidad y continuidad de negocio dentro de un entorno exigente de automatización industrial.
Contexto: cuando la automatización industrial se vuelve un riesgo operativo
PLC-3 y PLC-5: cuando la experiencia ya no compensa el riesgo
Los controladores PLC-3 y PLC-5 seguían funcionando, pero su permanencia generaba tres problemas serios:
- Obsolescencia de hardware:
- Repuestos limitados, tiempos de entrega impredecibles y dependencia de stock remanente de dealers o equipos reacondicionados.
- Cualquier falla grave podía traducirse en horas, días o semanas de parada, solo por esperar componentes que solo se pueden conseguir en el extranjero.
- Riesgo de indisponibilidad prolongada:
- Una planta concentradora no se detiene “un rato” sin impacto.
- Un fallo en un PLC central implicaba riesgo directo sobre la capacidad de molienda, filtrado o preparación de cal, con efecto inmediato en producción.
- Dependencia de especialistas muy específicos:
- Cada intervención en PLC-3/5 demandaba personal con experiencia en plataformas antiguas, cada vez más difícil de encontrar.
Limitaciones de la red DH+: Velocidad, visibilidad y escalabilidad.
Además de los controladores, la red de comunicaciones se basaba en DH+ (Data Highway Plus), un protocolo que, aunque cumplió su función durante décadas, presentaba hoy limitaciones claras frente a las exigencias modernas:
- Velocidad limitada para el volumen actual de señales y dispositivos.
- Restricciones de topología frente a expansiones futuras.
- Menor capacidad de integración con sistemas de supervisión avanzados y soluciones OT/IT modernas.
- Diagnóstico más lento y menos granular frente a fallas de comunicación.
- Vulnerabilidad: El protocolo DH+ carece de métodos sólidos para verificar la identidad de los dispositivos o usuarios, lo que permite a un atacante con acceso físico o de red falsificar datos o dispositivos
En resumen: la planta estaba operando con una arquitectura que funcionaba, pero que se había convertido en un riesgo estructural y de sus datos para la continuidad operativa.
Red de comunicaciones: Ethernet/ip con switches Stratix 5700
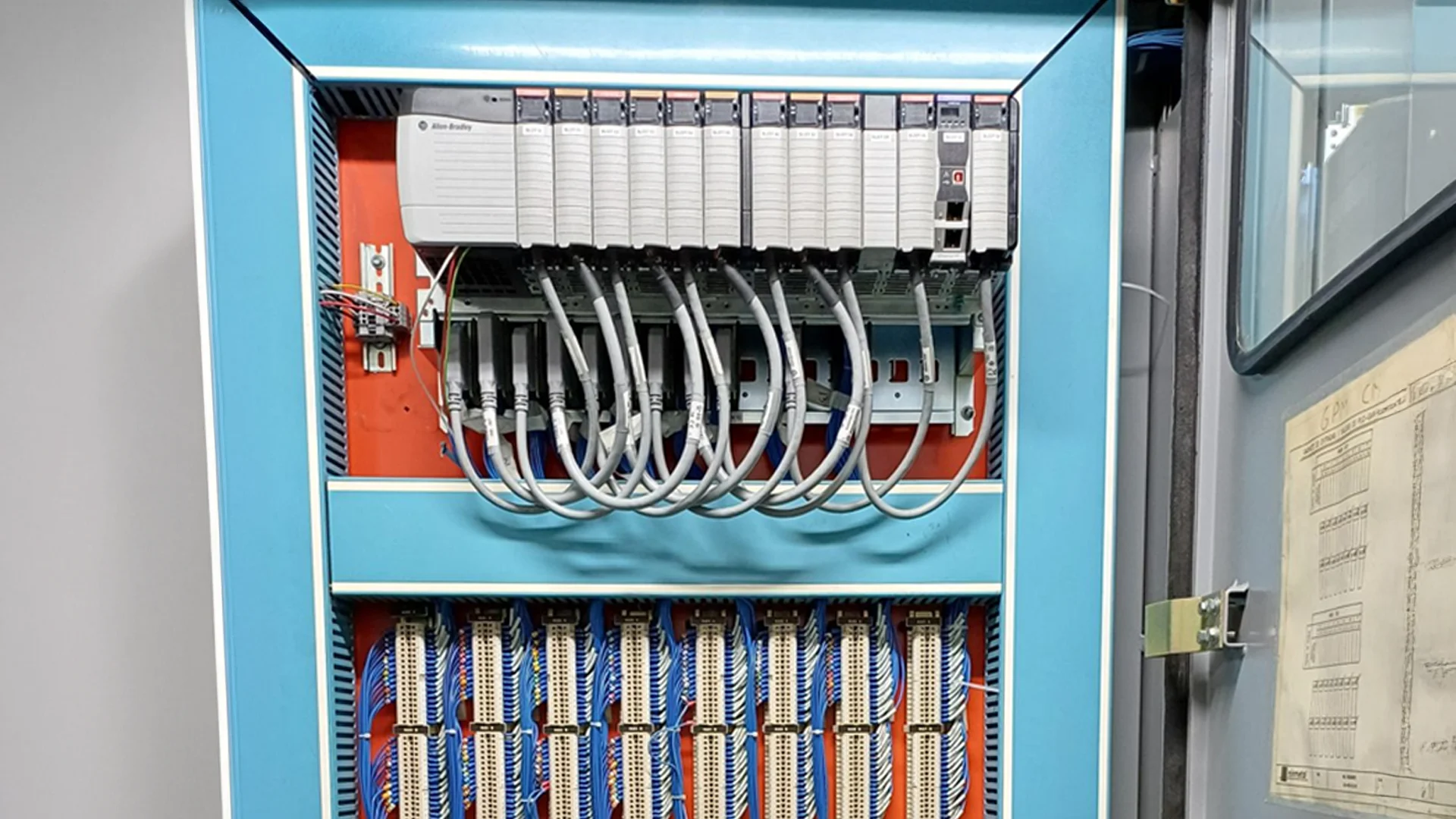
La nueva arquitectura de red se construyó sobre Ethernet/IP, soportada por switches industriales Stratix 5700 con módulos SFP de 1 Gbps. Esto no es un simple “cambio de switch”: implica una transición a una infraestructura preparada para:
- Mayor ancho de banda para tráfico de control y diagnósticos.
- Segmentación y administración más fina del tráfico de red.
- Posibilidad de integrar monitoreo remoto, sistemas de análisis avanzado y herramientas de mantenimiento predictivo basadas en datos.
Mantener ladder para mantener la operacion
La lógica de control se migró manteniendo el lenguaje Ladder (Escalera). Decisión clave por tres motivos:
- Curva de aprendizaje reducida para operadores y mantenedores.
- Menos riesgo de errores de interpretación en la lógica, al conservar la estructura y filosofía original.
- Transición más rápida durante las pruebas FAT, SAT y puesta en marcha, al contar con lógica familiar para los equipos de operación y mantenimiento.
No se buscó “reinventar la planta”, sino modernizar la plataforma sin romper procesos que ya estaban probados en producción.
La ejecución: migración por etapas y control del riesgo

Trabajar sobre paradas programadas, no controla la operación
El proyecto se diseñó explícitamente para ejecutarse en ventanas de mantención programadas, lo que impuso una condición dura:
- Cada etapa de migración debía entrar y salir en los tiempos comprometidos.
- Todo lo necesario: hardware, programación, pruebas, planos, cuadrillas. Debía estar listo al menos 48 horas antes de cada intervención, para evitar improvisaciones.
Se aplicó una lógica de cero experimentación en terreno: lo que se instalaba ya había sido probado, simulado y documentado.
Pruebas y verificación: Del FAT al arranque en planta
Antes de la puesta en marcha, se realizaron pruebas de tipo:
- FAT (Factory Acceptance Test): validación de lógica en taller y verificación de comunicación entre procesadores y módulos de I/O.
- CAT y SAT: comprobación en sitio, chequeo de señales entre equipos de terreno, PLC y sistema de control distribuido, y verificación de secuencias de proceso críticas.
Adicionalmente, se actualizaron planos as-built, se regularizaron TAGs y se levantó la instrumentación existente, asegurando que la documentación reflejara exactamente la realidad operativa y de cableado.
Resultados: de una plataforma frágil a una base escalable de automatización industrial
Disponibilidad y continuidad operativa
Con la migración a ControlLogix 5000, la planta pasó de depender de una base tecnológica obsoleta a operar sobre una plataforma de control vigente y con soporte:
- Equipos modernos, con repuestos disponibles en el mercado.
- Reducción del riesgo de fallas prolongadas por falta de componentes críticos.
- Menor dependencia de especialistas escasos en PLC-3 y PLC-5.
En términos prácticos, la planta ya no está “atada” a un parque instalado que el mercado dejó atrás.
Confiabilidad y desempeño de la red de control
El cambio de DH+ a Ethernet/IP respaldado por switches Stratix 5700 proporcionó:
- Mayor velocidad de comunicación, mejorando tiempos de respuesta y diagnóstico.
- Capacidad de expansión para nuevas áreas, equipos o sistemas de monitoreo sin rediseñar completamente la red.
- Mejor integración con sistemas de nivel superior (SCADA, historiadores, analítica).
Para una operación minera de gran escala, esta mejora en la infraestructura de comunicaciones se traduce en menor incertidumbre operacional y más capacidad para aprovechar los datos de planta.
Escalabilidad: una plataforma preparada para el futuro
La nueva arquitectura basada en ControlLogix y Ethernet/IP permite:
- Agregar nuevos módulos de I/O en campo sin intervenciones invasivas.
- Incorporar nuevas áreas de proceso a la misma plataforma de control.
- Integrar sistemas avanzados de monitoreo de condición, eficiencia energética o trazabilidad, sin chocar con límites de hardware o protocolo.
La modernización no se pensó solo para resolver el problema de hoy, sino para soportar la evolución futura de la planta y sus proyectos de automatización industrial.
Lecciones clave para proyectos de migración PLC-5 a Control Logix
La obsolescencia no es solo un tema de repuestos, es un riesgo de negocio
Operar una planta crítica sobre PLC-3/5 y DH+ no es solo un problema técnico; es un riesgo directo para la continuidad productiva. La decisión de migrar debe leerse como parte de la estrategia de gestión de activos y no como un “capricho tecnológico”.
Migrar sin rediseñar la lógica puede ser la decisión correcta
Mantener Ladder y reutilizar la filosofía de control es una forma pragmática de:
- Minimizar riesgos de errores lógicos.
- Evitar una curva de aprendizaje innecesaria en operación.
- Enfocar el esfuerzo en la plataforma (ControlLogix 5000, comunicaciones, infraestructura) y no en reescribir todo el proceso.
Los kits de migración y la planificación milimétrica son la diferencia entre el éxito y caos
El uso de kits de migración, la reutilización de racks y la preparación anticipada (hardware, planos, pruebas, cuadrillas) hacen posible que una migración PLC-5 a ControlLogix se ejecute dentro de ventanas de mantención realistas, sin poner a la planta contra la pared.
Tipo: Caso de éxito
Nivel: Intermedio
Duración: 10 minutos
Fecha: 22/09/2021
Idioma: Español
Últimas publicaciones

Alianzas y Representaciones








Alianzas y Representaciones